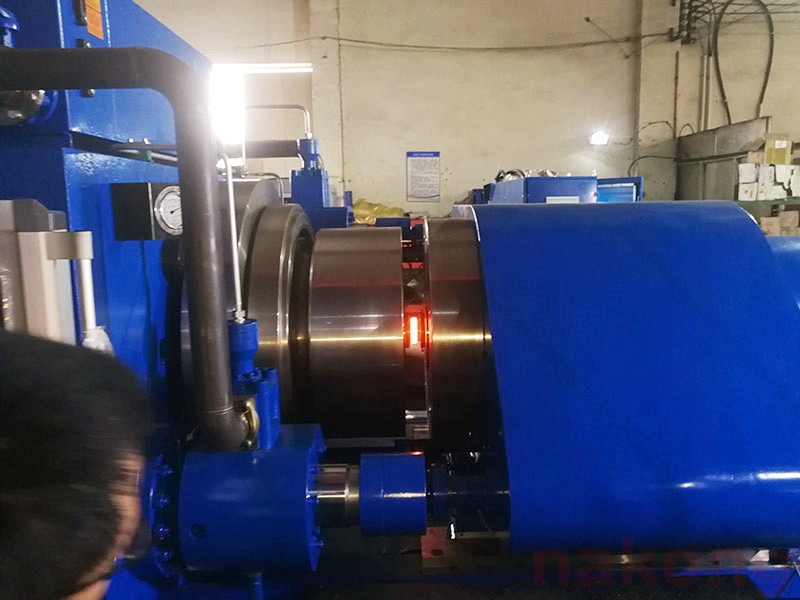
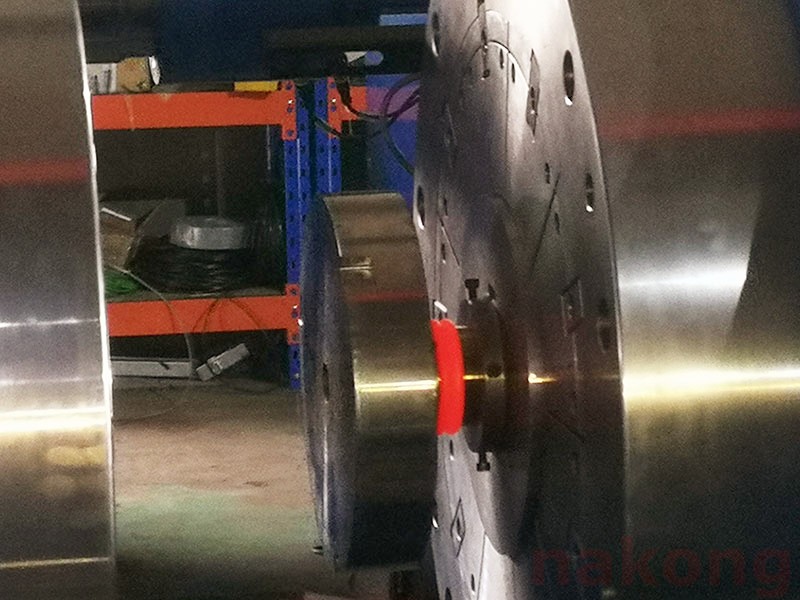
本设备主要用于发动机盘轴类零件的焊接,能够实现高温合金、异种金属构件等回转体类零部件的惯性摩擦焊接,通过飞轮及主轴储能(惯量与转速在焊机参数范围内任意设定),j9九游会官网待焊工件之间摩擦,产生热量,同时在顶锻力的作用下工件发生塑性变形与流动,进而实现工件间连接。
具体过程为:设备主轴一端为旋转端,另一端为固定端。旋转端在驱动下与飞轮及夹持工件一起旋转,当飞轮或主轴转动达到预设值时,切断主轴外部动力,设备固定端移动加压使两个待焊工件接触j9九游会官网,摩擦扭矩快速增加,工件接触界面处的净摩擦促使旋转速度和贮存能迅速降低,同时轴向发生缩短,出现飞边,达到最大缩短量,焊接停止,顶锻力持续至工件冷却,至此整个焊接过程结束。焊接过程中,焊接压力、转动惯量和主轴转速在设备参数范围内可任意设定。
摩擦焊接工艺过程:
工件装入旋转卡盘并夹紧 → 工件装入固定卡盘并夹紧 → 滑台前进到设定位置→ 预顶锻测量出焊接零位 → 滑台后退到预定位置 → 主轴旋转旋转至设定焊接转速 → j9九游会官网施加设定的轴向顶锻力焊接 → 主轴转速为零时在设定时间和设定的保压压力下保压 → 保压结束→ 旋转端卡盘松开 → 滑台退回基位 → 固定端卡盘松开 → 焊接完成。
焊接材料:钢-铝、钢-钢、铝-铝、高温合金等材料;
 关于九游会J9
产品中心
PLC控制柜
风机变频成套控制柜
恒压供水变频控制柜
XL-21动力配电柜
航天200吨惯性摩擦焊机
250吨惯性摩擦焊机
解决方案
冶金自动化控制系统
污水处理自动化控制系统
企业能源管理系统
智能制造解决方案
汽车生产线自动化控制系统
电气成套
电厂自动化控制系统
废气处理自动化控制系统
服务与支持
j9九游会官网
真人游戏第一品牌
联系我们
新闻动态
自动化工程
机械手臂
机器人应用
关于九游会J9
产品中心
PLC控制柜
风机变频成套控制柜
恒压供水变频控制柜
XL-21动力配电柜
航天200吨惯性摩擦焊机
250吨惯性摩擦焊机
解决方案
冶金自动化控制系统
污水处理自动化控制系统
企业能源管理系统
智能制造解决方案
汽车生产线自动化控制系统
电气成套
电厂自动化控制系统
废气处理自动化控制系统
服务与支持
j9九游会官网
真人游戏第一品牌
联系我们
新闻动态
自动化工程
机械手臂
机器人应用

